

راهنمای جامع خمکاری ورق
در دنیای پر رمز و راز صنعت، فلزات نقش ستون فقرات را ایفا میکنند. از بدنهی یک خودروی لوکس گرفته تا قطعات ریز یک دستگاه الکترونیکی، کمتر محصولی را میتوان یافت که در آن اثری از فلزات نباشد. اما این فلزات سخت و مقاوم، چگونه به اشکال پیچیده و کاربردی تبدیل میشوند؟ یکی از مهمترین فرآیندها در این مسیر، «خمکاری ورق» است؛ فرآیندی که در آن ورقهای فلزی بدون اینکه ساختارشان شکسته شود، به زوایای و انحناهای مورد نظر تغییر شکل میدهند. این مقاله نگاهی جامع و تخصصی به این هنر-علم صنعتی دارد تا به شما در درک عمیقتر اصول، روشها و نکات کلیدی خمکاری ورق کمک کند.
چرا خمکاری ورق یک فرآیند حیاتی در صنعت است؟
خمکاری تنها یک مرحلهی ساده در خط تولید نیست، بلکه یکی از پیچیدهترین و حساسترین فرآیندهای شکلدهی فلزات است. اگر این فرآیند به درستی انجام نشود، قطعه تولیدی از کیفیت لازم برخوردار نخواهد بود و ممکن است در هنگام استفاده دچار ترک یا شکستگی شود. یک مهندس باتجربه میداند که کوچکترین خطا در زاویه خم، میتواند هزینههای گزافی را به پروژه تحمیل کند.
به عنوان مثال، در ساخت بدنهی یک هواپیما، هر خم باید با دقت میکرومتری انجام شود تا استحکام سازه تضمین شود. اگر خمکاری به درستی انجام نگیرد، نه تنها هزینهی دوبارهکاری تحمیل میشود، بلکه ممکن است ایمنی محصول نهایی به خطر بیفتد.
انواع روشهای خمکاری ورق
فرآیند خمکاری ورق به روشهای مختلفی انجام میشود که هر کدام مزایا و معایب خاص خود را دارند. انتخاب روش مناسب به عواملی مانند نوع متریال، ضخامت ورق، زاویه خم و تیراژ تولید بستگی دارد.
۱. خمکاری با پرس برک (Press Brake Bending)
این روش رایجترین و پرکاربردترین تکنیک خمکاری ورق است. در این فرآیند، ورق فلزی بین یک ابزار بالایی (سنبه یا پانچ) و یک ابزار پایینی (ماتریس یا دای) قرار میگیرد. سنبه با اعمال فشار از بالا، ورق را به داخل ماتریس فشار داده و زاویه مورد نظر را ایجاد میکند.
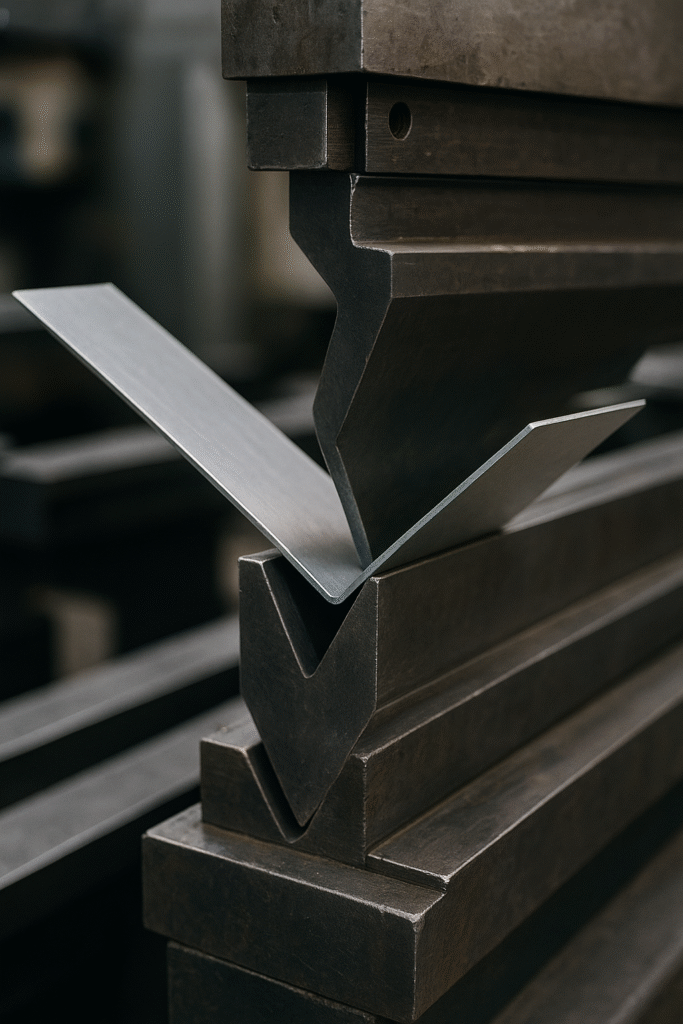
- خمکاری (V-Bending )خمکاری هوا:
در این روش، ورق فلزی تنها در دو لبهی ماتریس و نوک سنبه با ابزار تماس دارد. زاویه خم با کنترل عمق نفوذ سنبه به داخل ماتریس تعیین میشود. این روش انعطافپذیری بالایی دارد و میتوان با یک ست ابزار، زوایای مختلفی را ایجاد کرد. مزیت اصلی آن، عدم نیاز به ابزارهای متعدد و نیروی کمتر است.
- خمکاری کوینینگ (Coining):
در این روش، سنبه با نیروی بسیار زیاد (گاهی تا ۱۰ برابر خمکاری هوا) به داخل ماتریس فشار آورده میشود تا ورق به طور کامل بین دو ابزار فشرده شود. این فرآیند باعث میشود پدیده بازگشت فنری (Spring back) به طور کامل از بین برود و زاویهی خم بسیار دقیق و دائمی باشد. این روش برای ورقهای نازک و پروژههایی که به دقت بسیار بالا نیاز دارند، مناسب است.
۲. خمکاری با غلتک (Roll Bending)
این روش برای ایجاد خمهای با شعاع بزرگ و فرمهای منحنی مانند استوانهها و مخروطها به کار میرود. در این فرآیند، ورق فلزی از میان مجموعهای از غلتکها عبور داده میشود که با تنظیم فاصلهی آنها، میتوان شعاع خم مورد نظر را ایجاد کرد.
- مزایا: امکان ایجاد اشکال منحنی پیوسته، مناسب برای ورقهای با ابعاد بزرگ و ضخیم.
- معایب: عدم دقت کافی برای ایجاد زوایای تیز، محدودیت در تولید قطعات با اشکال هندسی پیچیده.
به عنوان مثال، در ساخت مخازن تحت فشار، لولههای صنعتی با قطر بالا و یا بدنهی استوانهای دیگهای بخار، از این روش استفاده میشود.
۳. خمکاری کششی (Stretch Bending)
در این روش، ورق فلزی به صورت همزمان کشیده و خم میشود. این فرآیند برای ورقهایی با ضخامت کم و ایجاد خمهای پیچیده در قطعات هوافضا و خودروسازی استفاده میشود. مزیت اصلی این روش، کاهش پدیده بازگشت فنری و تولید قطعات با دقت ابعادی بالا است.
نکات کلیدی برای دستیابی به بهترین نتیجه در خمکاری ورق
رسیدن به یک خمکاری بینقص نیازمند دقت، تجربه و دانش فنی است. در ادامه به برخی از مهمترین نکات اشاره میکنیم که در پروژههای صنعتی مورد توجه قرار میگیرند:
- ضخامت ورق و شعاع خم:
یکی از مهمترین عوامل در موفقیت فرآیند، نسبت شعاع خم به ضخامت ورق است. هرچه این نسبت کمتر باشد، احتمال ترک خوردگی ورق در ناحیه خم افزایش مییابد.
- بازگشت فنری (Spring back):
این پدیده به معنای بازگشت جزئی ورق به حالت اولیه پس از برداشتن نیروی خمکاری است. این پدیده به جنس ورق و ضخامت آن بستگی دارد. یک اپراتور ماهر باید با تجربه خود، میزان بازگشت فنری را پیشبینی کرده و زاویه خم را کمی بیشتر از حد نهایی تنظیم کند تا به زاویه مورد نظر برسد.
- جهت نورد ورق:
جهت نورد (Rolling Direction) ورق تأثیر مستقیمی بر مقاومت آن در برابر خمکاری دارد. خم کردن ورق در جهت عمود بر جهت نورد، معمولاً نتایج بهتری به همراه دارد و احتمال ترکخوردگی را کاهش میدهد.
- انتخاب ابزار مناسب:
نوع سنبه و ماتریس باید با ضخامت ورق و زاویهی خم مورد نیاز سازگار باشد. استفاده از ابزار نامناسب نه تنها کیفیت محصول را پایین میآورد، بلکه میتواند به ابزار و دستگاه نیز آسیب برساند.
پاسخ به سوالات رایج و باورهای غلط
یکی از باورهای غلط رایج در مورد خمکاری ورق این است که تنها نیروی فشار برای ایجاد خم کافی است. این در حالی است که عواملی مانند سرعت خمکاری، نوع ابزار و خواص مکانیکی فلز نقش حیاتی ایفا میکنند. به عنوان مثال، خمکاری با سرعت بالا میتواند باعث سختتر شدن موضعی فلز و افزایش بازگشت فنری شود.
جمعبندی: هنر و دقت در خدمت صنعت
خمکاری ورق فرآیندی است که در دل خود، هنر و مهندسی را به هم میآمیزد. از یک قطعهی تخت و صاف، یک محصول سه بعدی و کاربردی خلق میشود که در جای جای زندگی ما حضور دارد. انتخاب بهترین روش، درک دقیق اصول مکانیک و توجه به جزئیات، همگی عواملی هستند که یک پروژهی خمکاری را موفقیتآمیز میکنند. گروه صنعتی PSSR با بهرهگیری از تکنولوژیهای روز و متخصصین مجرب، آمادهی ارائه خدمات خمکاری ورق برای پروژههای صنعتی شماست. برای اطلاعات بیشتر و ثبت سفارش، میتوانید با کارشناسان ما در تماس باشید.






بدون دیدگاه