
چگونه انتخاب روش صحیح خم کاری فلزات می تواند هزینه ها را کاهش دهد؟
خم کاری فلزات یکی از پرکاربردترین فرایندهای شکلدهی، در صنایع مختلف از هوافضا و خودروسازی گرفته تا سازههای عظیم فلزی، لوازم خانگی و تجهیزات صنعتی است. در این فرایند ورقها و پروفیلهای فلزی با اعمال نیرو به زوایا و منحنیهای دلخواه، حول یک محور مشخص، بدون شکست یا ایجاد ترک در قطعه، تغییر شکل دائمی داده میشوند. خم کاری ورق و پروفیلهای فلزی با روشها و تکنیکهای مختلفی انجام میگیرد که هرکدام تاثیرات قابلتوجهی بر روی هزینههای تولید و کیفیت محصول نهایی خواهد گذاشت.
در فرایند خم کاری فلزات، ورقها و پروفیلها با اعمال نیرو به زوایا و منحنیهای دلخواه، تغییر شکل دائمی داده میشوند.
انواع روش های خم کاری فلزات بر اساس نوع ابزار و مکانیزم
انتخاب روش خم کاری فلزات مناسب، به پارامترهایی نظیر نوع فلز، ضخامت، شکل هندسی نهایی، ابعاد مورد نیاز، حجم کار و ملاحظات اقتصادی بستگی دارد. این فرایند بر اساس اصول مکانیکی و نوع ابزارآلات طبقهبندی میشوند.
خم کاری با پرس برک
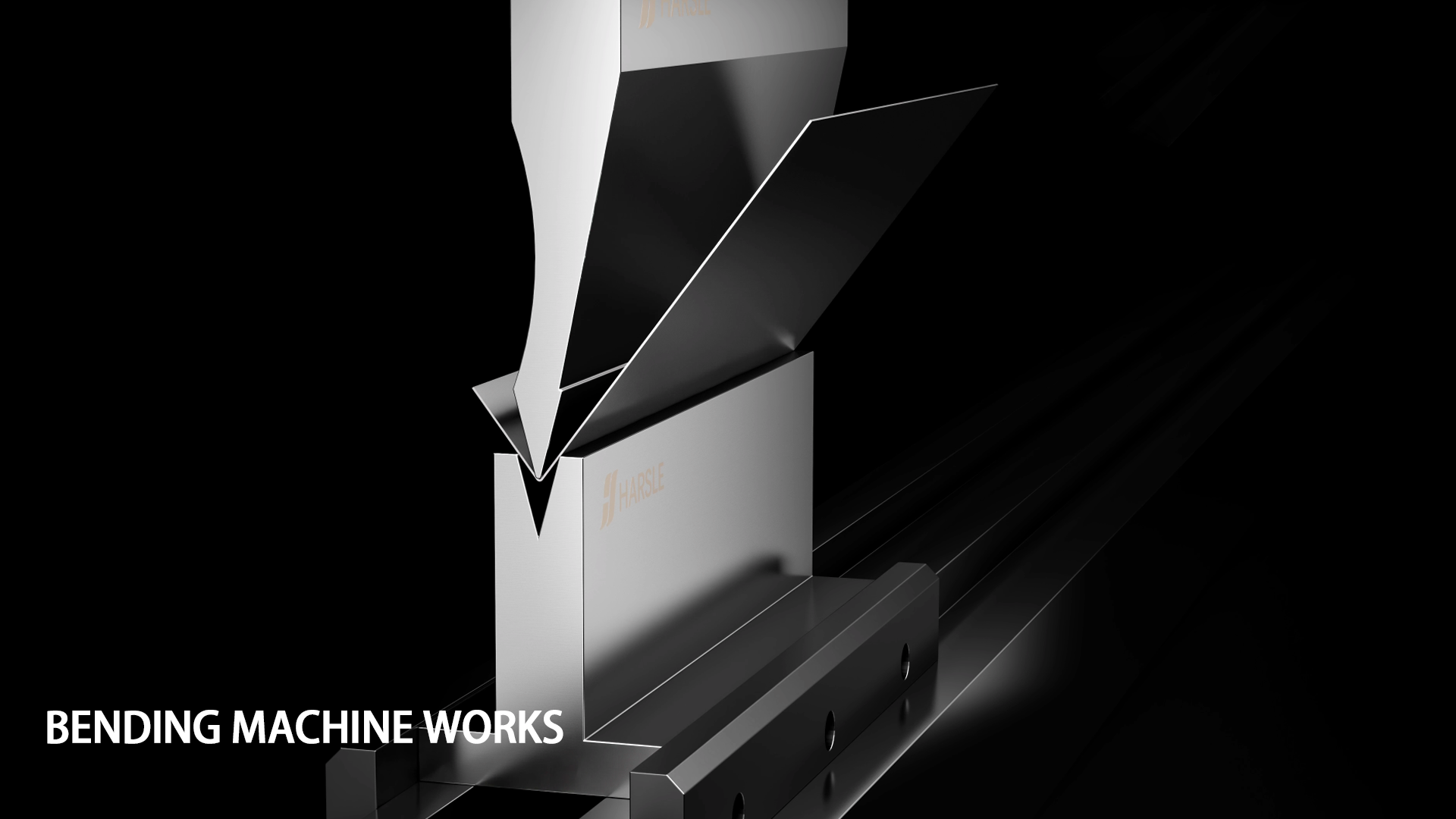
رایجترین دستگاه برای خم کاری فلزات پرس برک است که با اعمال نیرو توسط یک سنبه متحرک بر ورق قرار گرفته روی یک ماتریس ثابت یا متحرک، انجام میشود. سه تکنیک خمکاری هوا، کفنشینی و سکهزنی برای این شیوه وجود دارند.
- خمکاری هوا: در تکنیک خمکاری هوا، ورق فلزی تنها در سه نقطه شامل نوک سنبه و دو لبه دهانه ماتریس با ابزار در تماس هستند و زاویه خم با کنترل دقیق عمق نفوذ سنبه به داخل دهانه ماتریس تعیین میگردد. این روش در مقایسه با سایر تکنیکها، به نیروی کمتری نیاز داشته و میتوان زوایای مختلفی ایجاد کرد. خمکاری هوا رایجترین و اقتصادیترین روش برش فلزات با ضخامت ورق مختلف است.
- خمکاری پایین آمدن یا کفی: در این روش سنبه با نیروی بیشتری نسبت به روش خمکاری هوا، به داخل ماتریس فشار آورده تا سطوح داخلی ورق با سنبه و ماتریس تماس پیدا کنند. در خمکاری کفی به 3 تا 5 برابر نیروی خمکاری هوا نیاز است. همچنین برای تطابق زاویه به ابزار جداگانه نیاز خواهد بود که هزینه فرایند را افزایش میدهد.
- خمکاری سکهزنی: برای خمکاری سکهزنی به نیروی 5 تا 10 برابر خمکاری هوا نیاز است تا ورق را میان سنبه و کف ماتریس کاملا فشرده کرده و ساختار مولکولی آن را تغییر دهد. از این رو پدیده برگشت فنری بهطور کامل برطرف میشود. این روش برای ورقهای نازک مناسب است و هزینه آن نسبت به سایر روشها بیشتر میباشد.
خم کاری با دستگاههای رول کن
در روش خم کاری فلزات رولکن، ورق یا پروفیل از میان مجموعهای از غلتکهای قابل تنظیم، عبور داده شده تا انحنای دائمی در قطعه ایجاد گردد. از این روش برای ایجاد خمها با شعاع بزرگ، منحنیهای ملایم، استوانه و مخروط استفاده میشود. با دستگاه رولکن میتوان اقدام به ساخت مخازن تحت فشار، دیگهای بخار، لولههای درزدار بزرگ، بدنههای استوانهای، قطعات سازهای منحنی و… نمود.

در خم کاری فلزات به روش رولکن، ورق از میان مجموعهای از غلتکها، عبور داده میشود.
خم کاری با دستگاههای فولدینگ
خم کاری فلزات با دستگاه فولدینگ به این صورت است که ورق با فکهای نگهدارنده ثابت شده و یک تیغه خمکننده لبه آزاد ورق را حول یک محور به سمت بالا یا پایین خم میکند. این روش از مکانیزم کاملا متفاوتی با پرس برک برخوردار است و آسیب کمتری به ورق خواهد رساند. از این رو برای ورقهای فلزی پیش رنگ شده و ساخت پروفیلهای پیچیده مانند قطعات لوازم خانگی، تابلوهای فلزی، کابینتها و نمای ساختمان مناسب است.
خم کاری چرخشی
در خم کاری فلزات چرخشی از یک سنبه ثابت و ابزار چرخشی برای خم کردن ورق بهدور سنبه استفاده میشود. با این روش میتوان خمهای با زاویه بیش از 90 درجه را تنها در یک مرحله ایجاد کرد. همچنین ابزار چرخشی میزان اصطکاک و خراشیدگی را کاهش میدهد و نیاز به نیروی کمتری نسبت به روش پرس برک دارد. از خم کاری فلزات چرخشی برای ایجاد پروفیلهای خاص، صنایع خودروسازی و لوازم خانگی استفاده میشود.
خم کاری مرحله ای
خم کاری فلزات مرحلهای، نوعی از روش پرس برک است که با ایجاد مجموعهای از خمهای کوچک با فواصل کم و زوایای اندک، یک منحنی با شعاع بزرگ ایجاد میکند. قطعه نهایی ساخته شده با این روش مانند دستگاه رولکن به شکل یک منحنی کامل در نمیآید و بهصورت چندوجهی خواهد بود. این فرایند زمانبر است و مسلما هزینه بیشتری دارد.
خم کاری فلزات به روش هیدروفرمینگ
هیدروفرمینگ یک روش پیشرفته خم کاری فلزات است که از فشار سیال آب یا امولسیون روغن در آب برای فشردن ورق یا لوله فلزی در درون قالب استفاده میکند. برای تغییر شکل ورق، قطعه بین یک قالب صلب و دیافراگم انعطافپذیر که تحت فشار سیال است، قرار میگیرد. از سوی دیگر برای خمکاری لوله، قطعه در درون یک قالب بسته قرار گرفته و با سیال پر میشود و همزمان تحت فشار محوری قرار میگیرد تا به شکل قالب درآید. با این روش میتوان فرمهای پیچیده و یکپارچهای ایجاد کرد که با تکنیکهای دیگر دشوار یا حتی غیرممکن است. اگرچه ساخت قالب و تجهیزات مورد نیاز، هزینه این روش را افزایش میدهند.

در روش خم کاری فلزات هیدروفرمینگ از فشار سیال برای فشردن ورق در درون قالب استفاده میشود.
سایر روش های خدمات خم کاری
- خمکاری لبه: از این روش برای خم کردن لبههای ورق با استفاده از پرس برک یا فولدینگ استفاده میشود.
- خمکاری U شکل: در این روش از پرس برک برای ایجاد فرم U استفاده میشود.
خم کاری فلزات با کنترل عددی کامپیوتری (CNC)
امروزه بیشتر ماشینآلات خم کاری فلزات مدرن مانند پرس برک، رولکن و فولدینگ به سیستم CNC مجهز شدهاند. این تجهیز امکان کنترل دقیق و خودکار پارامترهای فرایند مثل موقعیت محور Y، X، Z و R، نیروی مورد نیاز، سرعت حرکت و جبران برگشت فنری را فراهم خواهد کرد.






بدون دیدگاه