

خمکاری لوله استیل: راهنمای جامع تکنیکها، کاربردها و انتخاب هوشمندانه
در دنیای پیشرفته صنعت امروز، شکلدهی فلزات یکی از پایههای اساسی تولید و ساختوساز به شمار میآید. در این میان، خدمات خمکاری لوله استیل به عنوان یک فرآیند کلیدی، نقشی حیاتی در تبدیل لولههای مستقیم و ساده به قطعاتی پیچیده، دقیق و کارآمد برای طیف گستردهای از صنایع ایفا میکند.
از خطوط انتقال سیالات در صنایع نفت و گاز گرفته تا سازههای معماری مدرن و تجهیزات پزشکی، ردپای لولههای استیل خمشده به وضوح دیده میشود. این فرآیند نه تنها به انعطافپذیری در طراحی کمک میکند، بلکه با کاهش نیاز به اتصالات جوشی، یکپارچگی و استحکام سازه را نیز به شکل چشمگیری افزایش میدهد.
شرکت پیشگامان صنعت صدر رابین، با تکیه بر دانش فنی روز و بهرهگیری از تجهیزات مدرن، درک عمیقی از اهمیت دقت و کیفیت در فرآیندهای شکلدهی فلزات دارد. ما در این مقاله قصد داریم تا با نگاهی جامع، به بررسی اصول، روشهای متنوع، کاربردهای صنعتی و نکات کلیدی در خمکاری لوله استیل بپردازیم تا شما را در انتخاب بهترین راهحل برای پروژههای خود یاری نماییم.
چرا خمکاری لوله استیل تا این حد اهمیت دارد؟
استنلس استیل (فولاد زنگنزن) به دلیل خواص منحصربهفرد خود از جمله مقاومت بالا در برابر خوردگی و اکسیداسیون، استحکام کششی قابل توجه، ظاهر زیبا و قابلیت بازیافت، به یکی از پرکاربردترین آلیاژها در صنعت تبدیل شده است. با این حال، بهرهبرداری کامل از این خواص در بسیاری از پروژهها، بدون توانایی شکلدهی دقیق آن امکانپذیر نیست. خمکاری به ما اجازه میدهد تا:
- مسیرهای پیچیده را طراحی کنیم: در سیستمهای لولهکشی، خمکاری امکان عبور لولهها از موانع و ایجاد مسیرهای بهینه برای انتقال سیالات را فراهم میآورد.
- تعداد اتصالات را کاهش دهیم: هر نقطه جوش یا اتصال، یک نقطه ضعف بالقوه در برابر نشتی و خوردگی است. خمکاری با حذف بسیاری از این اتصالات، ریسکهای عملیاتی را کاهش داده و عمر مفید سیستم را افزایش میدهد.
- استحکام سازه را بهبود بخشیم: یک قطعه خمکاری شده به صورت یکپارچه، از استحکام بالاتری نسبت به قطعات جوشخورده برخوردار است و توزیع تنش در آن به مراتب بهتر صورت میگیرد.
- به زیباییشناسی و طراحی مدرن دست یابیم: در معماری، دکوراسیون داخلی و تولید لوازم خانگی، لولههای استیل خمشده با ایجاد خطوط منحنی و زیبا، نقش مهمی در تحقق طرحهای خلاقانه دارند.
آشنایی با روشهای اصلی خمکاری لوله استیل
انتخاب روش مناسب برای خمکاری لوله استیل به فاکتورهای متعددی از جمله جنس و ضخامت لوله، شعاع خم مورد نیاز، دقت لازم و حجم تولید بستگی دارد. به طور کلی، این فرآیندها به دو دسته اصلی خمکاری سرد و خمکاری گرم تقسیم میشوند.
خمکاری سرد (Cold Bending)
در این روش، فرآیند خم در دمای محیط و بدون نیاز به پیشگرمایش لوله انجام میشود. خمکاری سرد به دلیل سرعت بالا، هزینه پایینتر و عدم تأثیر حرارتی بر خواص متالورژیکی استیل، روشی بسیار رایج است. مهمترین تکنیکهای خمکاری سرد عبارتند از:
- خمکاری فشاری (Press Bending): این یکی از سادهترین روشهاست که در آن، یک جک هیدرولیک یا مکانیکی، لوله را به داخل یک قالب V شکل یا نیمدایره فشار میدهد. این روش برای خمهای با شعاع بزرگ و در مواردی که دقت بسیار بالا اولویت اصلی نیست، کاربرد دارد.
- خمکاری غلتکی (Roll Bending): در این تکنیک، لوله از میان سه یا چند غلتک عبور میکند که با تنظیم موقعیت آنها، میتوان خمهای ملایم و با شعاعهای بسیار بزرگ، از جمله مارپیچها و دایرههای کامل، ایجاد کرد. این روش برای ساخت نردههای راهپله، سازههای معماری و قطعات تزئینی ایدهآل است.
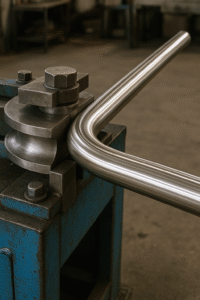
- خمکاری کششی دورانی (Rotary Draw Bending): این روش دقیقترین و پرکاربردترین تکنیک برای ایجاد خمهای باکیفیت و با شعاع ثابت است. در این فرآیند، لوله توسط یک گیره به قالب خم (Bending Die) محکم شده و همزمان با چرخش قالب، لوله به دور آن کشیده میشود. برای جلوگیری از دفرمه شدن و چروکیدگی مقطع لوله، به خصوص در لولههای نازک، از ابزاری به نام مَندرِل (Mandrel) در داخل لوله و وایپر (Wiper Die) در نقطه شروع خم استفاده میشود. استفاده از دستگاههای CNC در این روش، امکان تولید قطعات پیچیده با زوایای خم متعدد و دقت تکرارپذیری فوقالعاده را فراهم میکند.
- خمکاری کششی-فشاری (Compression Bending): این روش شباهتهایی با خمکاری فشاری دارد، با این تفاوت که لوله ثابت است و یک قالب متحرک (کفشک) با فشار به لوله، آن را به دور یک قالب مرکزی ثابت خم میکند. این تکنیک برای تولید قطعات متقارن و خمهای ساده مناسب است.
خمکاری گرم (Hot Bending)
برای لولههای با ضخامت بسیار بالا یا در مواردی که نیاز به شعاع خم بسیار تنگ (کوچک) وجود دارد، از روش خمکاری گرم استفاده میشود. در این فرآیند، ناحیهای از لوله که قرار است خم شود، با استفاده از کورههای القایی یا شعله مستقیم تا دمای مشخصی (معمولاً بین 800 تا 1200 درجه سانتیگراد) گرم شده و سپس عملیات خمکاری انجام میپذیرد. این کار باعث کاهش نیروی مورد نیاز برای خم و جلوگیری از ترکخوردگی در لوله میشود. پس از خمکاری، قطعه باید تحت یک فرآیند کنترلشده سرد شود تا ساختار مولکولی و خواص مکانیکی آن به حالت مطلوب بازگردد.
کاربردهای گسترده لولههای استیل خمشده در صنایع مختلف
تطبیقپذیری بالای لولههای استیل خمکاری شده، آنها را به جزئی جداییناپذیر از صنایع گوناگون تبدیل کرده است:
- صنایع نفت، گاز و پتروشیمی: در ساخت خطوط لوله انتقال، مبدلهای حرارتی، و تجهیزات پالایشگاهی.
- صنعت ساختمان و معماری: در طراحی نماهای مدرن، سازههای فضاکار، نردهها، دستگیرهها و مبلمان شهری.
- صنعت خودروسازی: در تولید سیستمهای اگزوز، لولههای سوخترسانی، شاسی و رول کیجهای ایمنی.
- صنایع غذایی و دارویی: در ساخت ماشینآلات فرآوری، خطوط انتقال مواد و سیستمهای CIP (شستشو در محل) که نیاز به سطوح داخلی صاف و بدون درز دارند.
- تجهیزات ورزشی و پزشکی: در تولید دستگاههای بدنسازی، ویلچرها، تختهای بیمارستانی و ابزارهای جراحی.
- صنایع هوافضا و دریایی: در ساخت قطعات موتور، خطوط هیدرولیک و سازههای داخلی به دلیل نیاز به استحکام بالا و وزن کم.
نکات کلیدی برای دستیابی به یک خم باکیفیت
دستیابی به یک قطعه نهایی بینقص، نیازمند توجه به جزئیات فنی و کنترل کیفیت در تمام مراحل فرآیند است. برخی از مهمترین چالشها و نکات در خمکاری لوله استیل عبارتند از:
- چروکیدگی (Wrinkling): ایجاد چین و چروک در دیواره داخلی خم که معمولاً به دلیل عدم استفاده از مندرل مناسب یا تنظیمات نادرست دستگاه رخ میدهد.
- تخت شدن (Flattening): تغییر شکل مقطع دایرهای لوله به بیضی در ناحیه خم که با استفاده از مندرل و قالبهای دقیق قابل کنترل است.
- نازک شدن دیواره (Wall Thinning): در هنگام خم، دیواره خارجی کشیده شده و نازکتر میشود. این پدیده باید محاسبه و کنترل شود تا از محدوده مجاز استانداردها فراتر نرود.
- بازگشت فنری (Springback): پس از رها کردن فشار، لوله تمایل دارد مقداری به حالت اولیه خود بازگردد. میزان این بازگشت فنری باید در محاسبات اولیه لحاظ شده و زاویه خم کمی بیشتر از حد نهایی در نظر گرفته شود تا پس از بازگشت، به زاویه دقیق مورد نظر برسد.
پیشگامان صنعت صدر رابین: شریک شما در پروژههای دقیق صنعتی
اگرچه خدمات اصلی ما در پیشگامان صنعت صدر رابین بر خدمات برش لیزر فلزات و رنگ پودری الکترواستاتیک متمرکز است، اما ما به خوبی درک میکنیم که یک پروژه موفق، حاصل هماهنگی و کیفیت در تمام مراحل تولید است. دانش و تجربه ما در زمینه شکلدهی دقیق فلزات، ما را به مشاوری قابل اعتماد برای مشتریانی بدل کرده است که به دنبال راهحلهای جامع هستند.
ما با درک عمیق از فرآیندهایی نظیر خمکاری، میتوانیم از مرحله طراحی تا تولید نهایی در کنار شما باشیم. توانمندی ما در برش لیزری دقیق، تضمینکننده آمادهسازی قطعات اولیه با بالاترین کیفیت برای فرآیندهای بعدی همچون خمکاری و جوشکاری است. در نهایت، پوشش رنگ الکترواستاتیک ما، دوام، زیبایی و مقاومت نهایی قطعه خمکاری شده شما را تضمین میکند.
چه پروژه شما نیازمند خمکاری لولههای استیل برای ساخت یک سازه معماری چشمنواز باشد، چه برای تولید انبوه قطعات صنعتی پیچیده، تخصص ما در حوزه فلزات به شما اطمینان میدهد که محصول نهایی، دقیقاً مطابق با استانداردها و انتظارات شما خواهد بود.
با پیشگامان صنعت صدر رابین، ایدههای خود را با نهایت دقت و کیفیت به واقعیت تبدیل کنید.






بدون دیدگاه